膜片联轴器怎么安装
膜片联轴器的安装需要遵循一定的步骤和注意事项,以确保其正常工作和延长使用寿命。
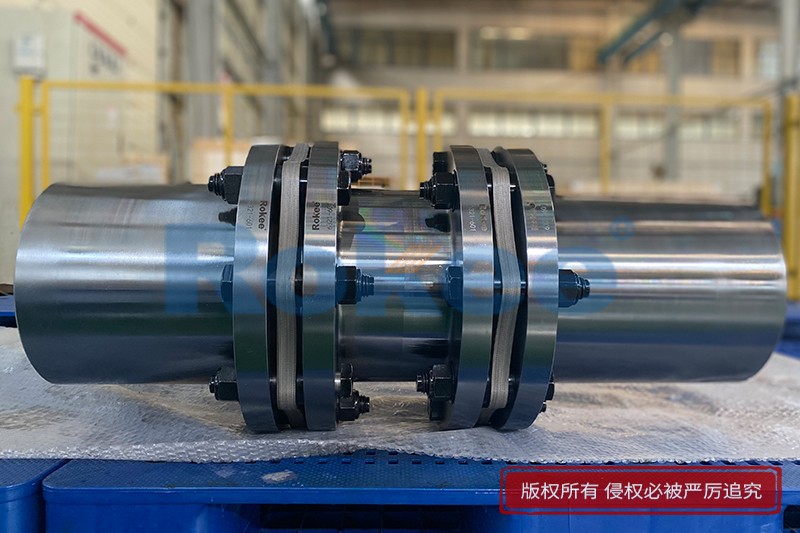
膜片联轴器的安装是一个相对复杂但至关重要的过程,以下是一套详细的安装步骤及注意事项:
安装前的准备工作
检查同心度:确认原动机和工作机两轴是否同心,同时检查两轴的表面有无包装纸、碰伤等问题。若两轴不同心或轴表面有损伤,会影响联轴器的安装精度和使用寿命,需进行调整或修复。
清理杂物:查看联轴器两个半联轴节的内孔是否有杂物,内孔棱边是否有碰伤。如有杂物应清理干净,碰伤处则需用细锉处理好,确保内孔光滑平整,避免在安装过程中对轴造成损伤。
核对尺寸:检查两个半联轴节的内孔直径和长度是否与原动机、工作机的直径和轴伸长度尺寸相符。一般来说,原动机和工作机端半联轴节长度小于其轴伸长度10~30mm为宜,以便为安装留出适当的空间。
半联轴节的安装
预热(可选):如果联轴器与轴的配合过盈量较大,安装困难,可以将两个半联轴节放在120~150℃的保温箱或油槽中进行预热,使内孔尺寸涨大,便于安装。但需注意,加热温度不宜过高,以免影响联轴器的性能。
安装方向:将两个半联轴节分别安装到原动机和工作机的轴上,注意安装方向要正确。在安装过程中,要确保轴头不能凸出半联轴节端面,以齐平为好。
位置调整:调整两个半联轴节的位置,使它们相互对准。沿半联轴节的法兰盘两内侧测出3~4点的读数取平均值,测量两半联轴节之间的距离,并与加长段和两个膜片组实测尺寸之和进行对比,两者误差应控制在0~0.4mm范围之内。
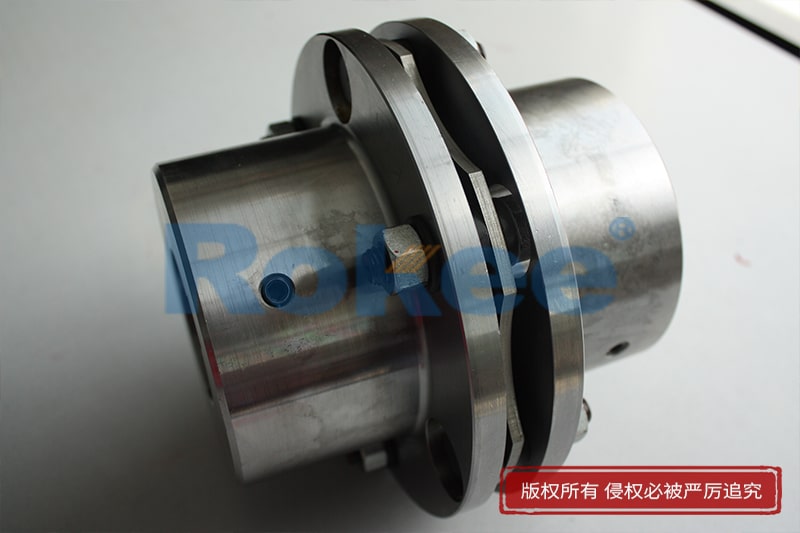
膜片的安装
安装方向:将膜片正确地安装到两个半联轴节之间。膜片的安装方向要根据联轴器的设计要求来确定,一般来说,膜片上会有标记或特定的安装方向指示。确保膜片安装平整,没有扭曲、变形或损坏的情况。
螺栓穿入:把螺栓从法兰盘小孔外侧穿入,再穿入膜片孔中,然后从另一件法兰盘大孔外侧穿出。注意,螺栓的穿入方向要正确,有些联轴器的法兰盘上螺栓孔是一大一小交错铣孔,螺栓需要一左一右对穿。
螺栓紧固:在螺栓上套上缓冲套、弹性垫圈,然后扭上螺母。使用扳手将螺母拧紧,但在拧紧过程中要注意力度均匀,不要过松或过紧。拧紧螺栓时,建议按照对角线方向逐步拧紧,以确保联轴器的安装精度和连接的可靠性。
安装后的检测与调试
跳动检测:用百分表检测两半联轴节法兰盘端面和外圆跳动。当法兰盘外圆小于250mm时,跳动值应不大于0.05mm;当法兰盘外圆大于250mm时,跳动值应不大于0.08mm。
转动检查:安装完毕后,手动转动联轴器,检查是否转动自如,有无别劲或卡滞的现象。如果转动不顺畅,需要查找原因并重新检查安装精度。如有必要,可以在螺丝外表面涂粘接剂,增加保护性能。
注意事项
在安装过程中,应确保所有部件的清洁,避免杂物进入联轴器内部。
拧紧螺栓时,应使用合适的工具,并按照规定的扭矩进行拧紧,以避免过紧或过松导致的损坏。
在安装完毕后,应进行全面的检查,确保联轴器的安装精度和稳定性。
在运转过程中,如出现异常声音或振动,应立即停止运行并检查原因。
《膜片联轴器怎么安装》发布于2025年4月29日
-

膜片联轴器组成结构
膜片联轴器的组成结构复杂而精细,各部分相互协作,共同实现扭矩的传递和轴系误差的补偿… -

膜片联轴器轴向受力
膜片联轴器的轴向受力是一个复杂的问题,需要考虑多个因素的综合影响。通过精确安装、选… -
膜片联轴器正确使用方法
膜片联轴器的正确使用方法涉及安装前准备、安装步骤以及操作与维护等多个方面。遵循这些… -

膜片联轴器与轴安装距离
膜片联轴器与轴的安装距离是一个需要精确控制的关键参数。通过合理的设置和调整安装距离… -

膜片联轴器怎么调节角度
膜片联轴器的角度调节是一个关键的调试过程,它涉及到联轴器的对中、轴心偏差的调整等多… -

膜片联轴器校正方法
膜片联轴器的校正方法包括安装位置的校正、轴向间隙和径向间隙的调整、动平衡校正、静态…
 微信咨询
微信咨询